189-8864-1173、189-8854-6824
 産品詳(xiang)細
産品詳(xiang)細
核心優勢與價(jià)值:
1、功能強
* 真正意(yì)義上的“分揀到包(bao)”!同批次生産的訂(ding)單在前段🌈無需整(zheng)理區分訂單号、客(kè)戶和櫃子,用戶在(zai)打包前應用冠雲(yun)預分包🍓軟件⛷️即可(kě)将訂單号、客戶、櫃(gui)子分開,同😘時,軟件(jiàn)将每個闆件要打(da)在哪一包、放置在(zài)該包裝的哪一層(ceng)的哪一個位置、是(shì)否需要放置填充(chong)物以及填充物的(de)放置位置和方向(xiàng)均通過圖象顯示(shi),工人按指示打包(bāo)即可。
* 支持市面上(shang)各種不同拆單軟(ruan)件,與用戶使用的(de)拆單軟件無縫對(duì)接。
* 用戶可根據工(gōng)廠實際情況設定(dìng)适合自己的包裝(zhuang)方式,可自由設定(dìng)每包重量、是否加(jia)泡沫、是否加護角(jiao)等💚。設定包裝允許(xu)的最高高度、最大(dà)重量等相關數據(ju),避免因包裝過重(zhòng)物流拖拽、過輕抛(pao)甩等導緻的物流(liu)損☀️壞風險。
* 支持不(bu)同分揀打包方式(shi),支持人工分揀、自(zi)動分揀,可無🚶縫對(dui)接自動裁紙機、自(zì)動封箱機、定制工(gōng)廠的ERP、MES等。
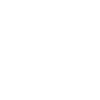
* 多種分配(pei)方式供用戶選擇(ze),可按需求來匹配(pei)闆件🔱進行包裝🐆(按(àn)訂單分、按客戶分(fen)、按房間分、按櫃體(ti)分等)。
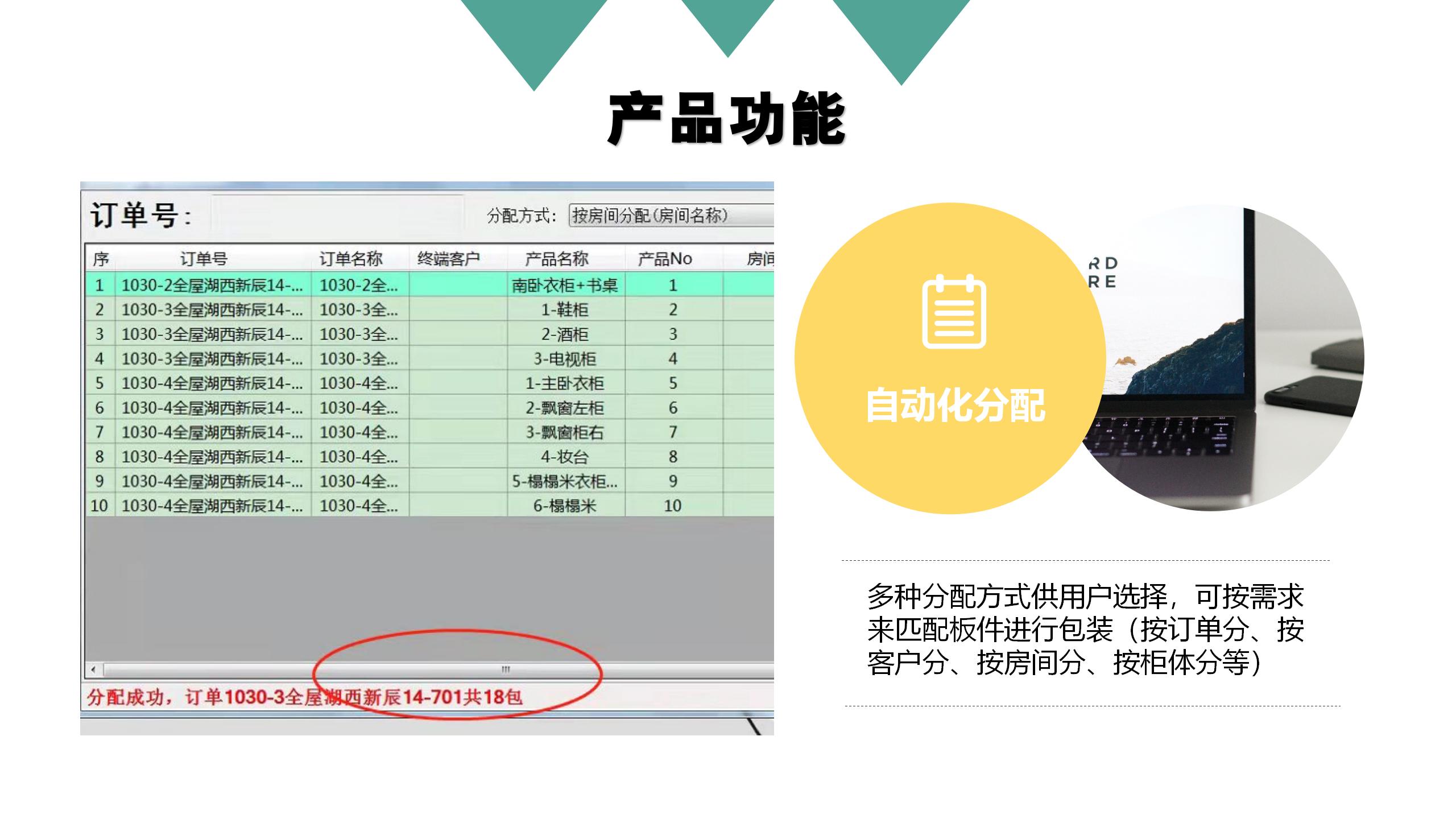
* 按用戶需求(qiu)定制闆件标簽及(ji)外包裝标簽,每包(bāo)放置♌完成後㊙️,通過(guo)掃碼方式直接打(dǎ)印外包裝标簽。
* 基于C++底層語(yǔ)言開發,通過數學(xue)模型運算并自動(dong)将闆件分配☔到對(dui)應的訂單号/客戶(hu)/櫃子/包/闆件放置(zhi)于該包裝的哪一(yi)層,1-3秒高速運算,分(fen)配方式全國首創(chuang)。
* 提供了闆件放置(zhi)位置的明碼标簽(qiān),包裝工人隻需按(an)标簽上指定的位(wèi)置放置即可,無需(xū)人工選闆及比對(dui),省時省力效率高(gāo)。

注:斜杠代表闆件(jian)放置的位置,工人(ren)拿到闆件便知道(dào)該闆件放在該包(bao)裝的第幾層的哪(nǎ)個地方。免去工人(ren)思考如何擺放闆(pǎn)件以及換闆件比(bi)對,極大程❄️度上提(tí)高了打包效率🆚。
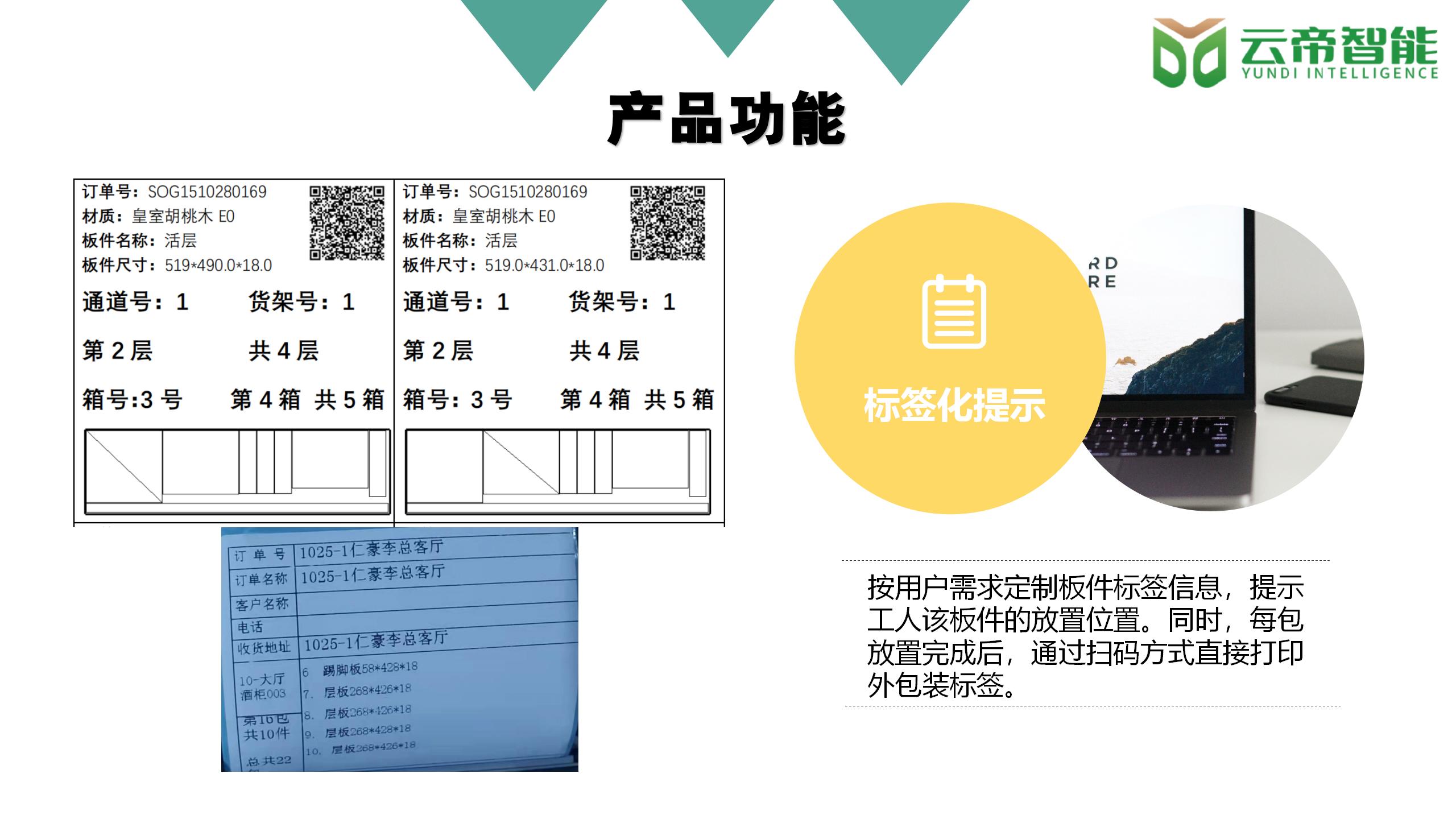
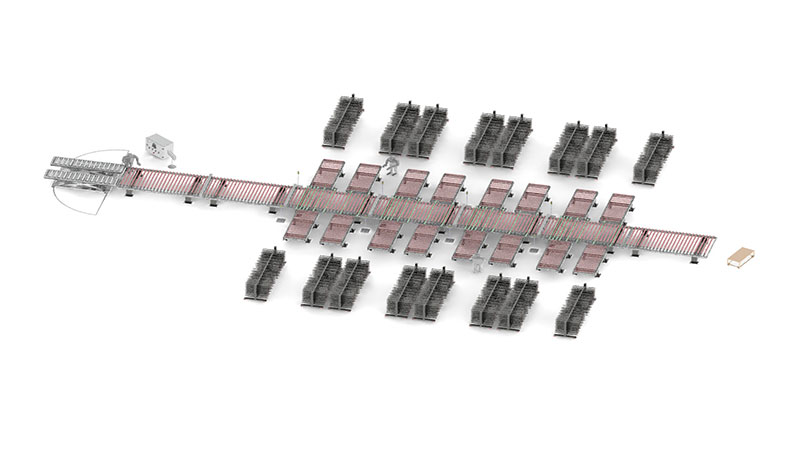
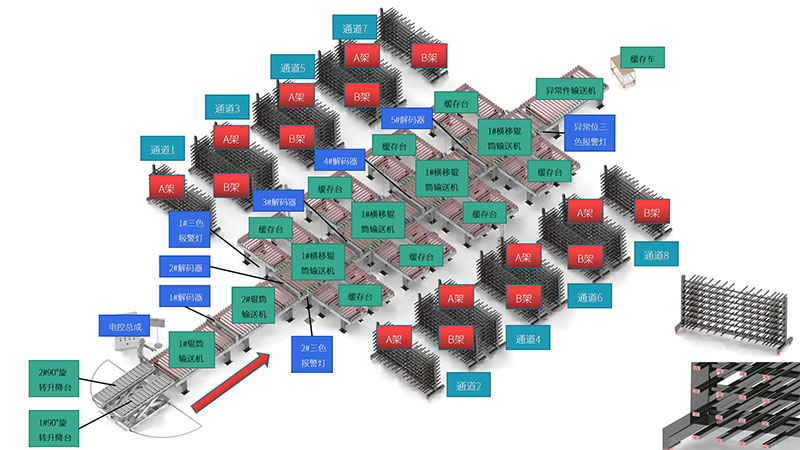
* 可(ke)配合我們獨創的(de)自動化的分揀方(fāng)式,分揀線效率高(gāo)達7200塊🔞闆件/10小時。
3、零(líng)錯漏
* 依靠智能識(shí)别及信息優化處(chù)理技術,系統自動(dòng)記錄分💘揀數🌂據,每(měi)包分揀完成後,系(xì)統自動提示操作(zuo)人員🏒,如有🐪錯漏,軟(ruan)件🤞會自動警告,從(cong)根本上杜絕了傳(chuan)統打包出現的錯(cuò)闆、漏闆現象。
* 提供(gong)了每個包裝詳細(xi)的闆件放置位置(zhi)的數據,做到源頭(tou)可追溯。
4、降成本
* 場(chǎng)地成本:支持各種(zhong)不同形式的分揀(jiǎn)方式,通過合♉理⁉️的(de)🥵機構及分揀緩存(cún)布局,加上冠雲預(yù)分包軟件批次🎯分(fen)揀的高效率,大大(da)減少了工廠用來(lái)分揀的占地面😘積(ji),提高工廠場✔️地利(lì)用💘率,節約了場地(dì)使用成本;
* 包裝成(cheng)本:提前給到包裝(zhuāng)箱的尺寸數據,工(gōng)廠可照此數㊙️據提(ti)前訂制包裝箱,避(bi)免工人随意裁切(qie)紙皮的浪費。有裁(cai)紙機的用戶可提(tí)前根據該數據提(ti)前裁好包裝箱,有(you)自動包裝線的用(yong)戶更是不需要傳(chuan)統包裝線裏的測(cè)量站,省掉了🔴測量(liàng)站的硬件費用,且(qie)規避了測🌈量站有(you)時測量尺寸不準(zhun)确的問題。
* 人力成(cheng)本:等量分揀打包(bāo)的前提下,因爲分(fen)揀效率高♈,爲工廠(chang)節省了分揀打包(bāo)人員的人力成本(ben);
* 售後成本:根源上(shàng)規避了錯闆、漏闆(pan)現象,節省了售後(hou)成🛀🏻本;
5、升形象
* 通過(guo)軟件的超級算法(fa),闆件擺放均衡有(you)序,無突出🧑🏽🤝🧑🏻棱角,确(què)保包☔裝後的紙箱(xiāng)利索、漂亮,且重量(liang)均衡, 提升包裝形(xing)🔴象。
* 無縫對接多種(zhǒng)不同方式的自動(dong)化分揀打包方式(shi)🐇,提升企業整體形(xing)象。




相關産品(pǐn)
›
·••
·
•
 立即咨詢(xún)
立即咨詢(xún)
面分揀線(B型)")